



别再等待了,仅仅一分钟,就能通过我们的【护栏1】,LED防护栏杆一周内发货产品视频探索到无数令人心动的细节和亮点。
以下是:【护栏1】,LED防护栏杆一周内发货的图文介绍



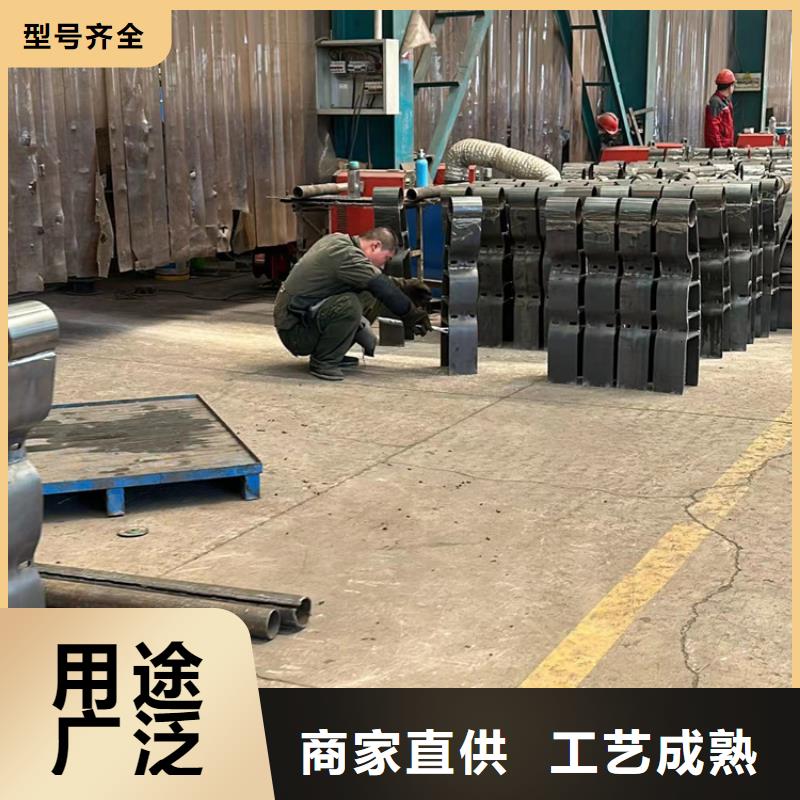
高速公路护栏包括护栏板和立柱,立柱间距一般为2米和4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 护栏用钢按每公里护栏板和立柱用钢计算。根据兰格钢铁信息研究中心对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量约为90-100吨左右。由此估算出期间高速公路用钢量约在300万吨,后两年高速公路护栏用钢约在122万吨;而2013年全年高速公路护栏用钢约在78万吨左右。 ”期末高速公路护栏用钢大幅增长据兰格钢铁信息研究中心测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比。 公路护栏在我们生活中起到了重要的作用,为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求:标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。


聚晟护栏制造有限公司专业从事 江苏宿迁热镀锌立柱产品的设计开发、生产销售。公司产品规格齐全、品种多,产品以自产自销、品质高、价格低、服务等优点建立了良好的信誉,立足江苏宿迁,面向全国各地。让客户得到实惠的优质服务,以回报广大客户的厚爱。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!




若逢雾天,应用干棉布擦拭铁艺护栏上的水珠。酸碱是铁艺护栏的‘头 ’若铁艺护栏上不慎滴上了酸(,醋酸)碱(苏打水,肥皂水)应立即用清水把污处冲洗干净,再用干棉布擦干。天长日久,铁艺护栏难免会生锈,这时千万不要自作主张,用砂纸打磨,这样会把漆也打磨掉。 铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,热浸镀锌,就是把已经处理好的钢材投入到几千摄氏度的锌液中,使铁和锌发生化学反应生成锌铁合金层和纯锌层,用这种方法可以使铁艺护栏内部,外部均受。 铁艺护栏是由基材和配件组成,其表面经过多重处理工艺。能有效阻止铁艺工件被氧化的机会,延长铁艺护栏的使用寿命。铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有、草绿色、天蓝色、浅粉色等。 选择铁艺围栏切实靠谱随着工业企业的逐步扩大规模,商都开始自己进行厂区的修建,为了给工人一个很好的工作和生活环境,在厂区建设上面,负责人都花费了不少的心思。厂区内部的划分,很多时候,都需要借助护栏这样的产品进行区域的分割。
